
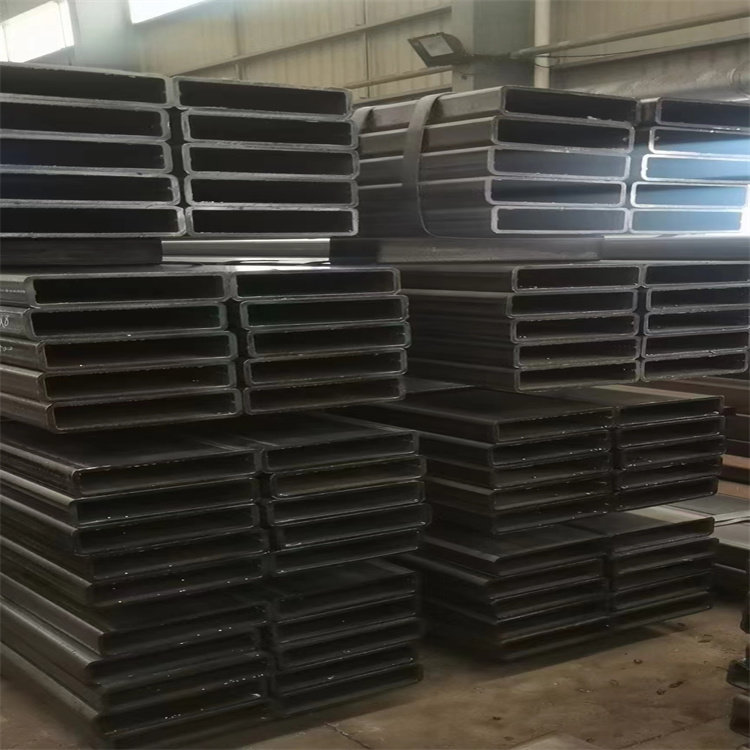
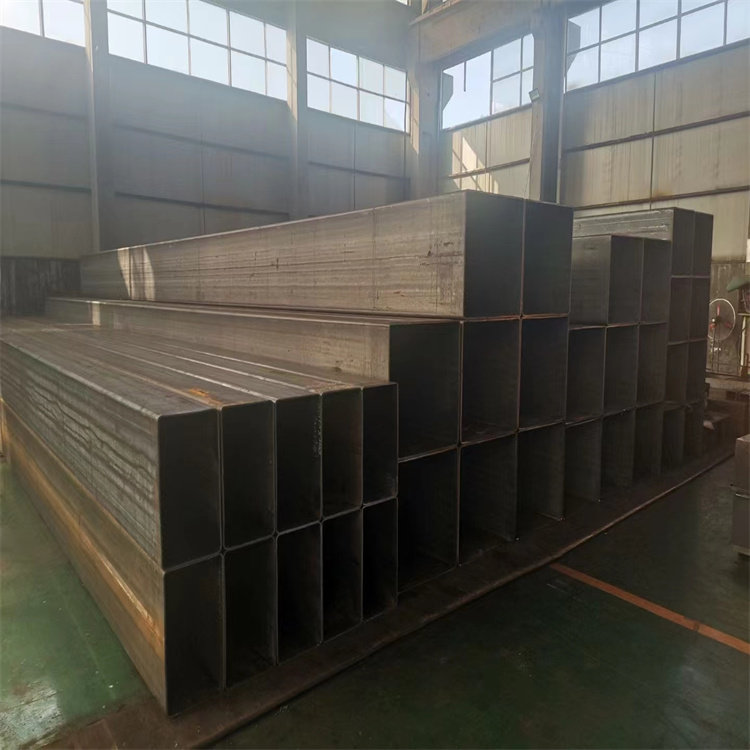
邢台无缝方管材质Q690B方管100x80x6无缝方管


山东轧三特钢有限公司专业生产销大口径方管、16Mn厚壁方管、Q345B方管、镀锌方管生产厂家、镀锌方管厂、热镀锌方管生产厂家、大口径方管生产厂家、大邱庄方管生产厂家、Q345B方管、方矩管、方管价格、无缝 方管、大口径方管、焊接方管、镀锌方管、矩形管厂家、16Mn方管、方管生产厂家管、,q235b方管、q345b矩管等 -30mm,可生产焊接方矩形钢管、无缝方矩形钢管、不锈钢方矩形钢管及非标方矩形钢管,承揽三角形、八棱形、椭圆形钢管。严格按照国标GB/T6728-2002、美标ASTM A500 标准要求。新增设分厂,生产和销镀锌带方管、圆管;温室大棚 管;自行车管等;年生产能力10万吨。 产品广泛用于水暖用管、大棚用管、穿线管、家具用管、自行车管、体育器材等,产品凭借可靠的质量、精外观,深受广大新老客户的青睐。
邢台无缝方管材质Q690B方管100x80x6无缝方管方(矩)形钢管与圆钢管的性能也略有差异。在力学性能方面,方钢管的抗弯性能要好于圆钢管,抗扭性能要略逊于圆钢管。但方(矩)形截面构件表面平整,节点处的相贯线是直线,更便于。应用状况及设计标准1应用状况钢管结构起初用于海上或近海结构,如海洋结构。当时人们对焊接钢管节点的性能了解甚少,直到1947年世界上个现代化的海洋在墨西海湾建成后,人们才真正认识到钢管作为结构构件的优越性,从而促使人们始探索钢管结构的性能。
根本面方面,金属核算局(WBMS)的陈述显现,本年1~3月 铅商场过剩376吨,大幅高于上一年同期的过剩量。上一年同期 铅商场为过剩26吨。前三个月矿产铅产值为9649吨,较上一年同期添加24%。3月, 精粹铅产值为7341吨,消费量则为714吨。很明显,产值的迅猛提高现已给铅的商场构成压力。并且,跟着轿车消费添加的放缓以及 金融环境的恶化,商场关于铅未来需求能否坚持持续添加充溢疑虑。
公司注重基础管理,建有企业管理网络,工作现场实现定置管理,物流实现ABC管理,公司内部实行计算机信息化,生产技术进行微机管理,产品发工艺采用CAD、CAPP技术,公司不断坚持新产品研发和研制,投入技改资金,完善产品发,满足用户的不同需求。......
邢台无缝方管材质Q690B方管100x80x6无缝方管YT5粉末比较简单就取得了5的压坯相对密度,而YF6粉末比较简单取得4的压坯相对密度,要获取5压坯相对密度就要施加较大的约束压力,而且跟着压坯密度的添加,约束压力急剧上升。YT5粉末能够取得的62以上的压坯相对密度,YF6粉末只能取得不大于的压坯相对密度。此刻,YF6粉末的约束压力已到达18kN/cm2,而YT5粉末的约束压力只要2kN/cm2,YF6粉末的约束压力是YT5粉末的约束压力约9倍。2约束压力与压坯性后效的在PS21实验油压机的约束才能和测压传感器灵敏度规模内,从表2能够看出试条单重很小时,约束压力没有显现,即在约束压力很小时,普通硬质合号YT5的压坯相对密度能够到达4,从此刻端压坯就有了性后效。从表3能够看出纳米粉末YF6因为参加了PEG作为涣散剂和光滑剂,通过喷雾制粒,在较小的约束压力下也能够到达挨近4的压坯密度,但很快就有了较大的性后效。因而,有压力就有性后效。将原规范中“管道系统试验”一章与“焊接检验”的内容合并,综合为第7章“管道检验、检查和试验”。新规范对射线照相检验数量的规定较原规范作了较大修改,将射线照相检验分为1%探伤,抽样探伤和不探伤三种情况,并且只规定了抽样检验数量的下限,具体抽样检验比例由设计单位或建设单位根据实际情况确定。另外,原规范对V类焊缝抽查1%探伤的规定,未明确当发现不合格时应如何,执行过程中争执颇多,这次修订时经反复讨论决定这项规定,代之以严铬的外观检查。
由于内浇道一般先于铸件冷却,不加大内浇口尺寸,挤压补缩就根本不可能实现。这种方法对于很多压铸件是不适用的。如要达到上述挤压补缩比压,压铸机所能生产的挤压压铸件投影面积,就只及原来的十分之一。传统压铸机生产的毛坯本来"可压铸投影面积"已经不大,再减少九成,显然是不经济的,实践上就失去了其应用的意义。现时的压铸机都有压铸充型后期的"加压"环节,但压铸件气密性缺陷依然如故,用加大机型生产小件零件这种"大牛拉小车"法,效果也好不到哪里去,所谓"精、速、密"压铸,还只是一个漂亮的名字,4年来都未见有实质性进步,生产这种压铸机厂家的商业性宣传,倒强化了工程技术和应用人员的认识误区,使人迷失了方向。认识挤压压铸技术的主体技术特征及其强大的技术经济优势挤压压铸的主体技术特征,是体现"普通压铸充型,挤压铸造补缩"原理,它是利用现有压铸机完善的压射系统进行充型,同时又尽限度避金属液相充型时帕斯卡定律对充型条件(零件可充型面积)的制约。这一点具有很重要的意义,它也是挤压压铸工艺的重要特征:挤压压铸工艺强调的是在满足充型条件下,尽可能采用的充型比压和速度,这种工艺思想,对要低压充型的各种厚大零件和成功实现带型芯压铸是一个莫大的优势。